Als zweiten Schritt auf dem Weg zum Dampfboot galt es für mich, das Kesselproblem rechtzeitig anzugehen. Der Kauf z.B. eines fertigen Kingdom Kessels aus England schied für mich schon aus Kostengründen aus. Am liebsten hätte ich natürlich einen anständigen Schottischen Kessel gebaut. Nach überschlägigen Berechnungen wurde der allerdings sehr schwer (sicherlich auch aus mangelndem Wissen meinerseits).
Zunächst sind da einmal die Ober- und die beiden Untertrommeln im Schnitt zu erkennen (d=280mm und d=108mm)
Die Obertrommel wird mit den zwei Untertrommeln durch vier gerade Fallrohre d=54mm an den Enden verbunden (Verhältnis Fallrohr- zu Siederohrquerschnitt = 1 : 2,5). Zur Stabilisierung und zum besseren Wasseraustausch sind die beiden Untertrommeln an den Enden zusätzlich durch jeweils ein grades Rohr (d=33,4mm) verbunden (in der Zeichnung nicht dargestellt).
Um auf den Trommeln möglichst viel Platz zum Schweißen zu erhalten, wählte ich für die Siederohre den relativ großen Querschnitt von 33,8mm. Dadurch benötigte ich für die 4 m² Siederohroberfläche nur insgesamt 28 Rohre (Gesamtlänge = 38 Meter) und entsprechend nur 56 Schweißstellen. Zusätzlich erhalte ich dadurch einen relativ großen NW Wasserinhalt von 58l bei 33l Dampfinhalt.
Um den eigentlichen Druckkörper herum soll eine Verkleidung aus Stahlblech und Isollationsmateril aufgebaut werden (blau schraffiert). Das Feuerrost wird von den Untertrommeln durch Schamotte Steine (blau gekreuzt) getrennt. Dadurch wird eine vermehrter
Materialabtrag durch direkten Glutkontakt vermieden. Die genaue Auslegung von Isolation und Feuerung werde ich jetzt nach Fertigstellung des Druckkörpers festlegen. Hat noch jemand einen Tip zu diesem Themenbereich?
Um die Strahlungsenergie des Feuers nicht durch die 44 mm breiten Spalte zwischen den Rohren direkt auf die Kesselverkleidung wirken zu lassen, wurden zu den S-förmigen 'Roberts-Rohren' noch die L-förmigen 'Radow-Rohre :-)' außen 'auf Lücke' gesetzt. Alle drei Trommeln werden beidseitig mit Flanschen versehen (innen d=100mm), um eine gute Zugänglichkeit zu ermöglichen. Weiterhin kann ich so später immer noch einmal in die großzügig dimensionierten Deckel eine zusätzliche Rohrleitung einbauen, ohne den eigentlichen Kesselkörper antasten zu müssen.
Das dritte Bild zeigt noch einmal eine Draufsicht auf den Kessel. Die Siederohre sind hier nur grün angedeutet.
Der Frischdampf gelangt durch 9 Löcher aus der Obertrommel in den Dampfdom. Vom Dampfdom, der im Schornstein liegt, zweigt die Haupt- und die Hilfsdampfleitung zum Heck (links) ab. Weiterhin ist vom Dom eine gemeinsame Leitung für Pfeife und Bläser nach oben abgezweigt. An der Bug-Seite (rechts) erkennt man die zwei Leitungen für die Sicherheitsventile, deren Abdampf ebenfalls am Schornstein entlang nach oben geführt wird.
Die Kesselfestigkeit berechnete ich nach der Dampfkesselverordnung. So lästig unsere Bürokratie ja manchmal ist, hier findet man alle wesentlichen Formeln und Faktoren zur Auslegung. Als Kesselmaterial wählte ich den 'Warmwasser-Edelstahl'
1.4571. Neben der Langlebigkeit von Edelstahl sprachen zwei Gründe hierfür: 'Mein' Kesselschweißer besitzt die entsprechenden Schweißzeugnisse und man bekommt den 4571 überall zu moderaten Preisen in den erforderlichen DIN-Qualitäten.

Was passiert nun, wenn drei Dampfbootfans bei einem Dampfstammtisch aufeinandertreffen, auf dem sonst nur lauter Eisenbahner herumsitzen: Man beschließt, gleich drei Kessel zu bauen. Sicherlich hätte man erst mal einen Prototypen erstellen können. Durch die gemeinsame Motivation sind aber bereits innerhalb von 6 Wochen alle 84 Rohre gebogen worden. Anfangs taten wir uns dabei ja etwas schwer. Nach Herstellung zweier Formstücke für die vorkommenden Rohrradien (r=65mm und r=120mm in Rohrmitte) und etwas Übung beim Befüllen der Rohre mit Sand, können sich unsere auf einer 10 t Handhydraulikpresse erzielten Ergebnisse aber nun sehen lassen.

Auch beim Bohren der 9 Trommeln konnten wir zum Glück auf das notwendige Equipment meines Kesselgenossen Harry Richter zurückgreifen. Für mich war es aber schon eine neu Erfahrung, den d=56mm Bohrer nach einer d=8mm Vorbohrung anzusetzen (Natürlich habe ich (außer beim Fotografieren) immer eine Schutzbrille getragen).

Anschließend habe ich alle Einzelteile zu meinem Freund Frank gebracht, der mir alles in feinster Qualität zusammengeschweißt hat. Hier sieht man ihn bei der Arbeit. Die geraden Fallrohre geben dem Kessel die erste Stabilität. Dies ist ein Vorteil des Einsatzes von vier anstatt der manchmal üblichen zwei Fallrohre. Nach genauem Ausrichten und Anheften werden bei diesem Schweißverfahren zunächst alle freien Löcher zugeklebt und anschließend der Kessel mit Schutzgas befüllt. Durch diese Vorsichtsmaßnahme wird das Schmelzbad sowohl von außen, wie auch von innen mit Schutzgas umspült. Die Feuerzeugprobe zeigt durch eine kontinuierliche Flamme einen gleichbleibenden Überdruck im Kessel an.
Hier sieht man mich, den stolzen Konstrukteur und Materialvorbereiter, der die Fertigkeiten des Schweißers bewundert. Die Erfolgreiche Dichtigkeitsprüfung mit 16 bar ließ keine Mängel erkennen, trotz der 80 Schweißnähte, die zum Teil sehr schwer zugänglichen sind.
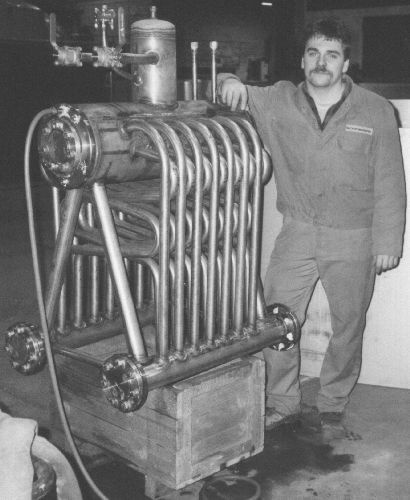
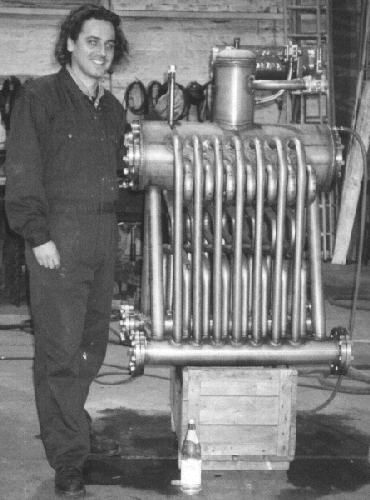
Nach einigem Bitten, hier nun Frank der Schweißer beim Fototermin mit seinem Werk. Alle Siederohre münden
mit einem Radius in die Obertrommel. Dies gißt dem Kessel mehr flexibilität in der Wärmeausdehnung. Eine Unnötige Verspannung der Rohre wird so vermieden. Auf diesem Bild auch gut zu erkennen: Der hohe Feuerraum für Heizmaterial mit großer Flammenlänge und die Zwischenräume im Rohrbündel, in die Später noch Überhitzereinheiten eingebaut
werden könnten. Zunächst will ich hier mit Leitblechen für eine bessere Ausnutzung der Rauchgases experimentieren (Hat da jemand Erfahrungen mit gemacht?)
Nun muß ich die Kesselverkleidung und die Rostgestaltung weiter konkretisieren. Mich würden Eure Erfahrungen
und theoretischen Ideen zu diesem Thema sehr interessieren. Welches Isolationsmaterial verwendet Ihr? Wie stark sollte eine Isolation sein? Wie groß würdet Ihr die Feuertür machen? Wie sieht eine optimale Rostkonstruktion aus? Wie würdet Ihr die Zuluft führen? ...?
Niemand ist so intelligent
wie alle zusammen!