Pleuel
10.03.2004

Die Pleuel sind ebenfalls aus GGG im Sandguss gefertigt. Wie immer bei einem Gussteil ist es gar nicht so einfach das zu erstellende Teil in Gedanken so in das Gussteil zu legen, dass es später nicht aus dem Gussteil herausschaut :-) . Auf der Fräse habe ich zuerst die geraden Flächen des Zapfenlagers vorgefräst, um schon einmal eine Achse des Pleuels festzulegen.
Anschliessend kam das Pleuel auf die Drehmaschine. Ich spannte es anfangs nur in das Vierbacken-Futter ein. Am obren Gabelende war eine Verbindung mit angegossen worden. Nach genauem Ausrichten konnte hier eine Zentrierbohrung für die mitlaufende Spitze eingebracht werden. Alle Radien und die Krümmung des Gabelkopfes wurden freihand gedreht.

Wieder auf der Fräse, konnte jetzt die Verbindung am Gabelkopf abgetrennt werden. Mit einem entsprechend langem Fräser wurden alle Innenflächen der Gabel fertig bearbeitet.

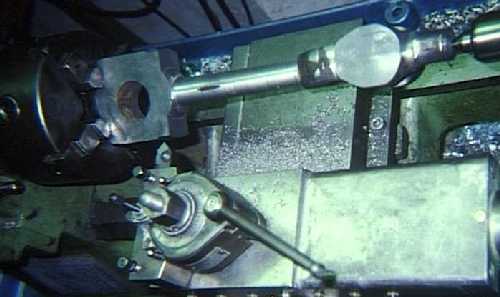
Anschliessend wurden die Bohrungen für das Kurbelzapfen- und Kreuzkopflager auf der Fräse ausgedreht. Durch die Bearbeitung in einer Einspannung erhält man eine exakte Fluchtung. Den letzten Schliff (Fräsung) erhielten die Gabelenden auf dem Rundtisch. Die Zentrierung ist hier sehr einfach über das Zapfenloch möglich.